1.Masina de debitat profile automata cu actionare pneumatica si conveior de masurare[atelier mediu]
1.1Masina de debitat profile manuala [atelier mic]
2Masina de lipit[sudat] profile semiautomata la un singur capat,cu actionare electropneumatica si unghi reglabil
3.Masina de debavurare automata[atelier mediu]
3.1Dispozitive de debavurare manuale sau pneumatice atat ptr. fetele profilului cat si ptr. colturi[atelier mic]
4.Masina de frezat montantii ,cu unghi reglabil
5.Masina de debitat armatura sau polizor unghiular[flex]
6.Pantograf ptr realizare gauri cremon,broasca,drenaje apa[atelier mediu]
6.1Masina de gaurit cu coloana [atelier mic]
7.Masina de debitat baghete automata [atelier mediu]
7.1 Masina de debitat profile manuala se poate folosi si la taierea baghetelor cu o mica adaptare[atelier mic]
8.Compresor,deoarece majoritatea masinilor au instalatie pneumatica
9.Scule de mana cum ar fi;bormasini,surubelnite,biaxuri etc.
Inainte de etapa propiu-zisa a executiei trebuie sa avem schita sau desenul de executie.Daca avem un program de de proiectare si optimizare profile pvc atunci munca va fi mai simpla caci vom debita toate profilele,inclusiv montantii si cercevelele ,ba chiar putem sa dam si sticlele in productie chiar inainte sa fie terminata piesa,insa daca nu avem acest program va fi un pic mai greu in sensul ca va trebui sa o luam pas cu pas.
Voi lua ca exemplu o iesire in balcon avand in stanga un ochi fix sau vitrina si o usa oscilobatanta in dreapta,avand placare cu panel in partea de jos,operatiunile se vor succede in raport cu aceasta schjta.

Tocurile se taie la 45 grade la masina de debitat,iar la cota de pe desen atat la latime cat si la inaltime se mai adauga 6 milimetri care este cota de topire la masina de sudat,asadar;
-1156 2buc
-1196-2buc
-1936-2buc
-836-2buc
Dupa ce am debitat tocurile taiem armatura care de regula este mai mica cu cel putin 40 mm decat camera armaturii tocului/Aceasta se prinde din exteriorul tocului cu suruburi autoforante de 3,9/19 sau 3,9/16 la o distanta de 250,300mm unul de celalalt.Daca avem pantograf gaurile de drenarea apei se fac inainte de lipirea tocurilor,dar daca nu avem putem sa le facem si dupa lipire.Gauriledin exterior se fac numai pe latimea din partea de jos,iar cele din interior atat pe latimea de jos cat si pe cea de sus
Pasul 2.Lipirea tocurilor
Lipirea profilelor se face pe masina de lipit respectand indicatiile de timp si temperatura ale masinii. Pentru profilel timpul de incalzire este de aprox. 15 - 20 secunde timpul de presare este de aprox. 20 - 30 secunde iar temperatura de lipire este de 220 - 250 grade C. Pentru profilele de usa se recomanda folosirea unui timp de incalzire cu 3-5 secunde mai mare. Deasemenea daca temperatura mediului este scazuta, timpul de incalzire se va mari in mod corespunzator.
Pasul 3.Debavurarea tocurilor
Debavurarea se poate face pe masina de debavurat automata. Aceasta realizeaza debavurarea precisa a coltului exterior si a fetelor superioara si inferioara, asigurand o productivitate crescuta. Se selecteaza freza sau programul de debavurare potrivit si se introduce coltul ferestre in masina de debavurat. Masina porneste automat daca rama este pozitionata corect in masina si se actioneaza cele doua microintrerupatoare din bacurile masinii.
- Pasul4.Debitarea si armarea cercevelei de usa
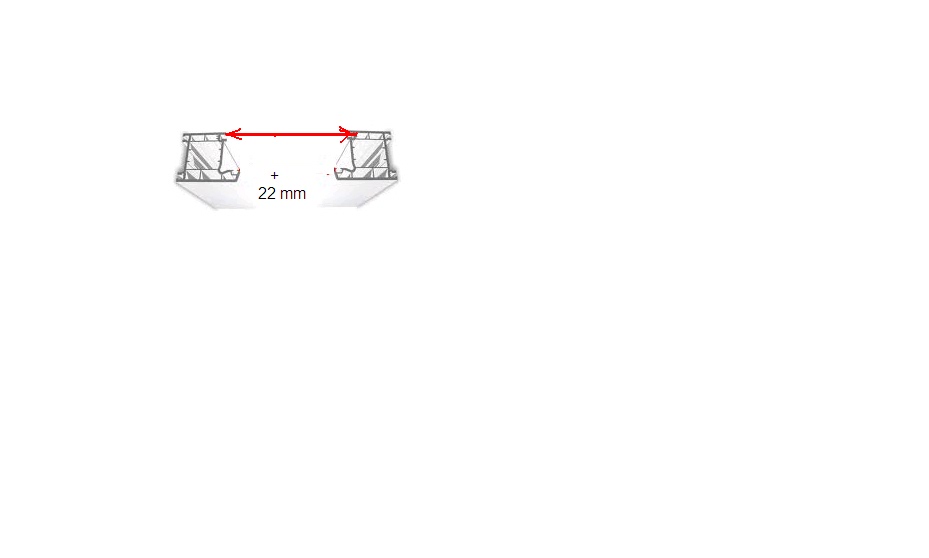
- Lungimea profilului pentru cercevea se calculeaza in felul urmator: profilul de cercevea acopera tocul cu cate 8 mm pe fiecare parte (garnitura de etansare), in total 16 mm, deasemenea trebuie tinut seama si cei 6 mm care se pierd la lipire; deci: cotele de taiere ptr aceasta schjta sunt;
-1860-2buc
-760-2buclungime de debitare cercevea = dimensiune gol + 22 mm  Armatura se taie la fel ca armatura pentru profilul L cu 40 mm mai scurta decat lungimea camerei pentru armatura a profilului. Armarea se face cu suruburi autoforante 3.9*16 la distante de 250-300 mm.La executia usii, inainte de operatiunea de lipire, se frezeaza orificiile pentru montarea feroneriei (cremon). Aceasta operatiune se realizeaza cu autorul frezei cu pantograf. In lipsa acestui utilaj se foloseste masina de gaurit cu coloana Apoi se frezeaza in faltul usii deschiderea pentru spanioletaArmatura pentru profilul de usa se decupeaza cu flexul in dreptul gaurilor si apoi se fixeaza cu suruburi autoforante.Deasemenea, inainte de lipire si debavurare, se pot executa orificiile de scurgere a condensului cu ajutorul pantografului pe ambele latimi ale cerceveleiPasul5.Lipirea si debavurarea cerceveleiLipirea si debavurarea cercevelei se face similar cu cea a tocurilor.La debavurarea cercevelelor o atentie deosbita se va acorda debavurarii coltului exterior in zona faltului deoarece in acel loc se vor monta coltarele pentru feroneria oscilo-batanta, functionarea corespunzatoare a acesteia depinzand in mod direct de modul in care s-a facut debavurarea. De aceea este recomandabila debavurarea coltului exterior cu autorul frezei pentru colturi. Pentru aceasta insa este necesara masina de debavurat automata.
Armatura se taie la fel ca armatura pentru profilul L cu 40 mm mai scurta decat lungimea camerei pentru armatura a profilului. Armarea se face cu suruburi autoforante 3.9*16 la distante de 250-300 mm.La executia usii, inainte de operatiunea de lipire, se frezeaza orificiile pentru montarea feroneriei (cremon). Aceasta operatiune se realizeaza cu autorul frezei cu pantograf. In lipsa acestui utilaj se foloseste masina de gaurit cu coloana Apoi se frezeaza in faltul usii deschiderea pentru spanioletaArmatura pentru profilul de usa se decupeaza cu flexul in dreptul gaurilor si apoi se fixeaza cu suruburi autoforante.Deasemenea, inainte de lipire si debavurare, se pot executa orificiile de scurgere a condensului cu ajutorul pantografului pe ambele latimi ale cerceveleiPasul5.Lipirea si debavurarea cerceveleiLipirea si debavurarea cercevelei se face similar cu cea a tocurilor.La debavurarea cercevelelor o atentie deosbita se va acorda debavurarii coltului exterior in zona faltului deoarece in acel loc se vor monta coltarele pentru feroneria oscilo-batanta, functionarea corespunzatoare a acesteia depinzand in mod direct de modul in care s-a facut debavurarea. De aceea este recomandabila debavurarea coltului exterior cu autorul frezei pentru colturi. Pentru aceasta insa este necesara masina de debavurat automata.
Pentru stabilirea lungimii montantului se masoara golul pe partea interioara a ramei, in cazul de fata cercevea.
Profilul T se taie in unghi de 90 de grade la dimensiunea stabilita dupa formula de mai jos.
Adaosul de frezare este in functie de tipul de profil folosit si de modul de fixare a montantului. Exista sisteme la care adaosul de frezare este 0.La acest profil [Gealan] adaosul de frezare este de 6 mm
Asadar cota de taiere a montantului din aceasta schjta este-649 mm
Apoi se trece la frezarea montantilor la ambele capete pe masina de frezat montanti.
Se debiteaza armatura pentru profilul T. Lungimea armaturii pentru profilul T trebuie sa fie egala cu lungimea profilului in cazul in care fixarea montantilor se face cu piese de fixare exterioare sau conform cu specificatiile producatorului.
61Fixarea montantilor
Fixarea montantilor se face cu ajutorul unor piese metalice sau din P.V.C. speciale. Acestea se fixeaza pe montant cu suruburi autoforante 3,9*16 (4 buc.) La fixarea capetilor de montant suruburile de fixare trebuie sa treaca si prin armatura profilului.
Pe rama in dreptul pozitiei de fixare insemnate la masurare se face o gaura de 6 mm cu ajutorul sablonului. Gaura se executa cu masina de gaurit cu atentie astfel incat burghiul sa cada perpendicular pe rama. Dupa gaurire se pozitioneaza montantul dupa semnele de pe montant si rama. Se fixeaza cu suruburile M 6*60 si eventual cu saibe. Apoi se fixeaza suruburile autoforante 3.9*16 pe rama, pe fata interioara.
Pasul 7.Debitarea baghetelor
Pasul 7.Debitarea baghetelor
Debitarea baghetelor se realizeaza pe masina automata de debitat baghete, aceasta asigurand o productivitate si precizie sporita.
Daca nu dispunem de o masina de debitat baghete, acestea se pot taia si pe masina pentru debitat profile cu ajutorul unui suport confectionat dintr-o bucata de profil de toc taiata in unghi de 45 de grade la ambele capete. Mai intai baghetele se taie la dimensiune in unghi de 90 de grade iar apoi se taie capetele la 45 de grade. Deoarece in nutul baghetei de pe toc se gaseste material topit, varful baghetei se va taia pe partea de feder pe aproximativ 10 mm cu ajutorul unui cleste bine ascutit.
Pasul 8 Echiparea cu feronerie
Prima data se dau gaurile de pe toc cu un burghiu de 3 mm cu ajutorul unui sablon corespunzator fiecarui tio de feronerie in parte,dupa aceea se fjxeaza ambele balamale cu suruburi autoforante de 3,9/35mm

.In partea de jos a cercevelei,respectiv in partea opusa balamalei de jos se monteaza prelungitorul de basculare cu suruburi de 4,2/25mm,iar in partea de sus opus balamalei de sus se monteaza coltarul


.Pe inaltime respectiv intre prelungitor si coltar se monteaza spanioleta oscilobatanta ,care se taie la dimensiunea care trebuie.
Pe latimea de sus,pana in coltar se monteaza bratul foarfeca,de care este atasata balamaua de sus a cercevelei,iar pe partea din spate se pune inchiderea suplimentara.


Dupa ce se introduce cerceveaua in toc,se pune boltul in balamaua de sus,iar dupa aceea se dau semne si se monteaza blocatorii pe toc si cu asta ia sfarsit executia acestei lucrari.
Finally I have found something which helped me.Appreciate it!
RăspundețiȘtergereobloane exterioare
FOARTE INTERESANTȘI UTIL!
RăspundețiȘtergereCu mulțumiri!